




PVC热冷高速混合机组的混合工艺
PVC热冷高速混 合 机 组 的混合工艺 PVC热冷高速混 合 机 组 的热混过程: PVC混合机不是物料简单的混合、搅拌过程,它的工艺主要是将配方中不同组分与用量的物料,在高速旋转的搅拌
PVC热冷高速混机组的混合工艺

PVC热冷高速混合机组的热混过程:
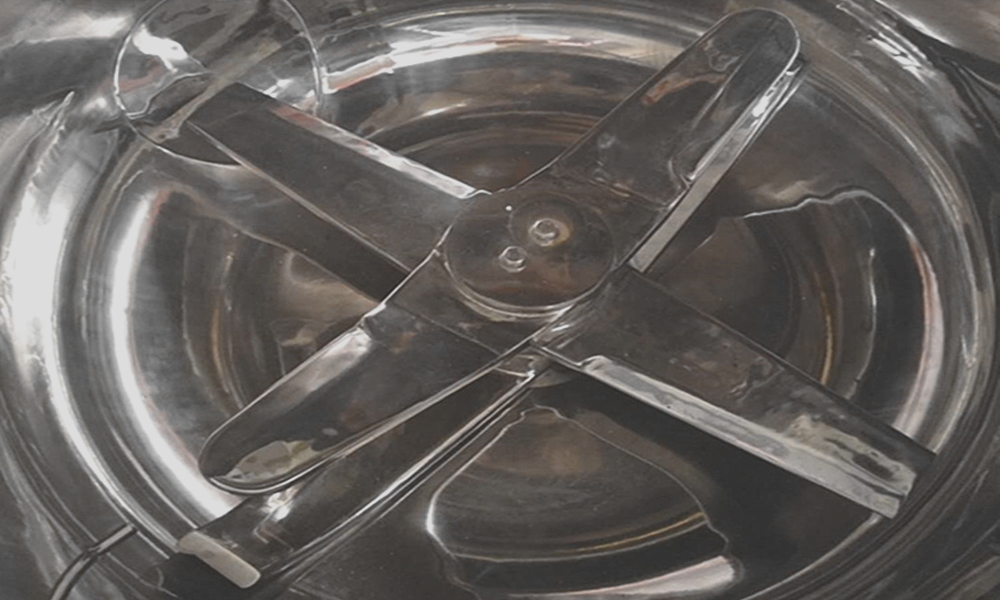
PVC混合机不是物料简单的混合、搅拌过程,它的工艺主要是将配方中不同组分与用量的物料,在高速旋转的搅拌桨叶推动下,物料沿混料机内壁快速分散,并从混合机桶身中心位置下落,形成漩涡状往复运动的过程。
在物料、搅拌桨叶及混料机内壁导流板相互撞击、磨擦而产生的剪切作用下,物料由固体、单相、不均态,向多相、均态、部分凝胶态转化。
在这个过程中物料温度不断上升, PVC粉体和其他辅助材料不断相互渗透, PVC颗粒表面逐渐吸收或吸附稳定剂、润滑剂等,可通过表观密度的增加来衡量密实度。
通常PVC树脂的表观密度仅为0.45-0.55g/cm3,经过混合机混合的热混料密度可增大至0.63-0.70g/cm3。
在物料、搅拌桨叶及混料机内壁导流板相互撞击、磨擦而产生的剪切作用下,物料由固体、单相、不均态,向多相、均态、部分凝胶态转化。
在这个过程中物料温度不断上升, PVC粉体和其他辅助材料不断相互渗透, PVC颗粒表面逐渐吸收或吸附稳定剂、润滑剂等,可通过表观密度的增加来衡量密实度。
通常PVC树脂的表观密度仅为0.45-0.55g/cm3,经过混合机混合的热混料密度可增大至0.63-0.70g/cm3。
热混过程包括:
-
扩散
-
对流
-
剪切
扩散作用:使物料组分之间的分布更均匀,组分微粒从较多的区域向较少的区域迁移,从而达到组成均一效果
对流和剪切作用:都是利用机械力作不规范流动,使物料组分达到均匀分散,一般情况下剪切力在3左右。
随着温度的不断升高, PVC粉体不断吸收稳定剂、润滑剂等,逐渐被各组分包覆;当物料温度升至100℃左右时,很容易除去PVC树脂及助剂中的水分、其他易挥发辅料或助剂,解决了在后续挤出过程中,制品产生气泡的现象;当物料升至110-120℃时,可形成均匀、稳定的干混粉料。
PVC混合物料的凝胶化
热混也是PVC混合物料凝胶化的过程。未经混合的PVC树脂在常温状态下颗粒大小不一,小颗粒较多。在挤出成型过程中容易引起塑化不均匀。在热混过程中, PVC树脂逐渐熔融、塑化,再结晶形成网络形态结构。
从常温到50℃以下时, PVC结团粉粒和较大的颗粒被摩擦、冲击、剪切后,虽然表观密度变化不大,但大的堆积粒子被剪切破碎后逐渐变成小粒子,并在吸收了热能和机械能后活性增大,逐渐结合其他颗粒,粒径增大。
当料温在90℃以下时,混料机升温速度较快,之后升温较慢,扩散、剪切、对流作用较为剧烈。
当料温达到115℃时, PVC树脂小颗粒变大而均匀,小颗粒逐步消失,且颗粒边缘因部分凝胶化而变成透明和半透明状。
在一定条件下, PVC树脂颗粒部分凝胶化的程度是由放料温度所决定的。当料温达到120℃时, PVC颗粒趋向稳定,且凝胶化程度加剧。
整个热混过程PVC颗粒反复结合和均化,粒径增大,起到致密化作用,使PVC颗粒的表观密度达到最大值。利于提高挤出产量,促进物料均匀塑化,提高PVC制品柔韧性能、冲击性能等。均一性和干流性较好的PVC热混粉料,可观察到PVC树脂既有颗粒细化、粒径均匀的形态变化,又表现出表观密度大、部分凝胶化的特点。
从常温到50℃以下时, PVC结团粉粒和较大的颗粒被摩擦、冲击、剪切后,虽然表观密度变化不大,但大的堆积粒子被剪切破碎后逐渐变成小粒子,并在吸收了热能和机械能后活性增大,逐渐结合其他颗粒,粒径增大。
当料温在90℃以下时,混料机升温速度较快,之后升温较慢,扩散、剪切、对流作用较为剧烈。
当料温达到115℃时, PVC树脂小颗粒变大而均匀,小颗粒逐步消失,且颗粒边缘因部分凝胶化而变成透明和半透明状。
在一定条件下, PVC树脂颗粒部分凝胶化的程度是由放料温度所决定的。当料温达到120℃时, PVC颗粒趋向稳定,且凝胶化程度加剧。
整个热混过程PVC颗粒反复结合和均化,粒径增大,起到致密化作用,使PVC颗粒的表观密度达到最大值。利于提高挤出产量,促进物料均匀塑化,提高PVC制品柔韧性能、冲击性能等。均一性和干流性较好的PVC热混粉料,可观察到PVC树脂既有颗粒细化、粒径均匀的形态变化,又表现出表观密度大、部分凝胶化的特点。
热混放料温度:
热混放料温度决定了PVC物料均匀塑化的进程。
热混放料温度过低:PVC物料塑化不均匀,影响PVC制品的性能;
热混放料温度过高:PVC物料在混合机内易发生降解,甚至糊料,影响后续生产。
因此一般情况下,大部分PVC制品生产企业把105-120℃作为热混的额定温度指标。当碳酸钙用量较大时,可适当提高热混机放料温度,利于PVC物料及低熔点组分均衡吸附碳酸钙,提高表观密度。
热混放料温度过低:PVC物料塑化不均匀,影响PVC制品的性能;
热混放料温度过高:PVC物料在混合机内易发生降解,甚至糊料,影响后续生产。
因此一般情况下,大部分PVC制品生产企业把105-120℃作为热混的额定温度指标。当碳酸钙用量较大时,可适当提高热混机放料温度,利于PVC物料及低熔点组分均衡吸附碳酸钙,提高表观密度。
热混混合时间:
除热混放料温度需要控制外,还需要注意热混混料时间,以便对放料温度控制进行监控。当连续混料时,如果热混达到出料的时间较短(如低于5分钟),应适当延长每批料混合间隔时间。
混料机长期使用后,如果升温过慢(如超过15分钟仍达不到出料温度),可及时卸料,并检查热电偶、温度表是否指示失灵,发现问题后进行处理。
当发现混料机桨叶磨损严重时应及时进行更换,以防影响混料质量。一般情况下,当混料时间超过正常混料时间的2倍或混合机桨叶端部的磨损大于15 mm时,应及时更换叶片。
混料机长期使用后,如果升温过慢(如超过15分钟仍达不到出料温度),可及时卸料,并检查热电偶、温度表是否指示失灵,发现问题后进行处理。
当发现混料机桨叶磨损严重时应及时进行更换,以防影响混料质量。一般情况下,当混料时间超过正常混料时间的2倍或混合机桨叶端部的磨损大于15 mm时,应及时更换叶片。
热混加料顺序
热混加料顺序对混料质量及混料桶身磨损有一定影响
在低速下加入PVC树脂、热稳定剂;
在高速和60℃条件下加入冲击改性剂、加工助剂、内润滑剂;
高速和80℃条件下加入填料、钛白粉、群青、外润滑剂、UV-531、色母料抗氧剂等。
在低速下加入PVC树脂、热稳定剂;
在高速和60℃条件下加入冲击改性剂、加工助剂、内润滑剂;
高速和80℃条件下加入填料、钛白粉、群青、外润滑剂、UV-531、色母料抗氧剂等。
加料顺序作用:
- 先加入热稳定剂可以充分发挥其对PVC树脂的热稳定作用。
- 较早加入内润滑剂有利于PVC物料的初步凝胶化。
- 过早加入钛白粉会影响制品表面光洁度和色泽,且对混料桶身磨损较大。
- 过早加入碳酸钙不仅对混料桶身磨损较大,而且会优先吸收内润滑剂。
- 过早加入助剂会优先吸收铅盐稳定剂,使PVC吸收铅盐稳定剂的量减少,导致物料稳定性下降。
- 过早加入外润滑剂会使混料摩擦热与剪切热降低,影响混料效果与稳定剂的分散性能。
- 过早加入色母料会影响PVC型材的色泽。

冷混机的冷却工作原理:
冷混与热混的工作原理有所不同。
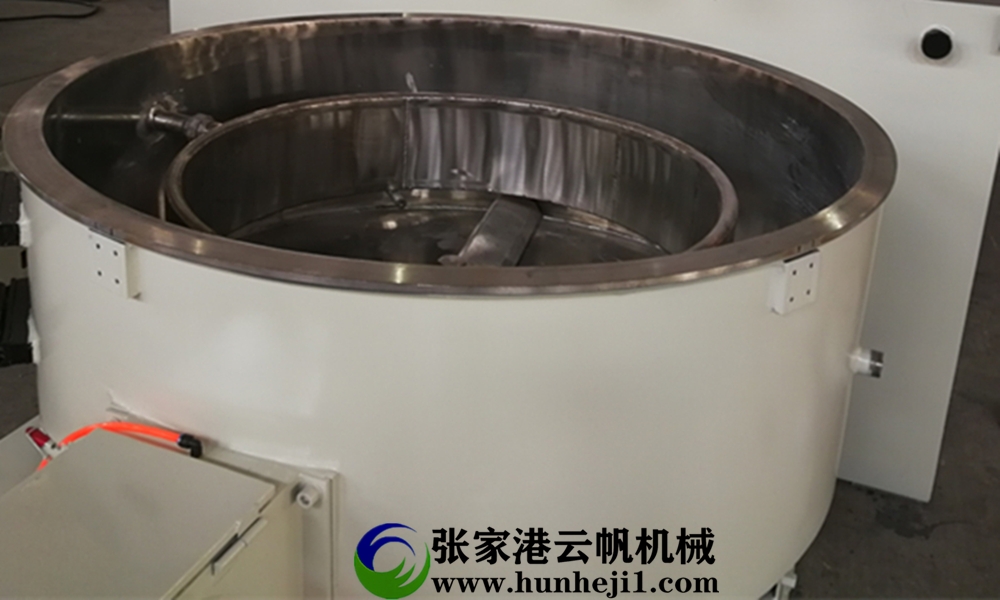
热混机一般不设外加热设备,主要靠高速旋转的桨叶,带动物料与物料相互碰撞,以及物料与料筒的摩擦、剪切产生的热能。使常温物料变成热混料。
冷混机桶身带有夹层及冷却水环,夹层及冷却水环中通入循环冷却水。
一般冷混机的容积是热混机的3倍左右。进入冷混机的热混料在比较宽敞的环境和旋转桨叶不停地搅拌、翻滚下,其热量被料筒内壁夹层及冷却水环中的冷却水吸收,自身逐渐冷却。
PVC物料热混后应立即冷混,以防止热混料长时间在高温下存放而发生降解。同时,热混料如不经过冷混,在自然状态下冷却易重新吸收水分,对挤出造成不良影响。
冷混不仅可以防止PVC物料在高温下冷却的吸水返潮现象,也是PVC物料在放热过程中进一步排出其分子间水分的过程。
PVC物料的冷混放料温度对保证干混料的质量有很重要的作用。一般冷混出料额定温度为40℃,冷却水温度通常控制在13~15℃。
PVC物料的冷混放料温度对保证干混料的质量有很重要的作用。一般冷混出料额定温度为40℃,冷却水温度通常控制在13~15℃。

混合机设备供应商,张家港云帆机械有限公司,拥有标准混合机生产车间及售后服务团队,是一家经验丰富的混合机生产商。
云帆机械主要产品:
- SHR系列高速混合机
- SHL系列冷却混合机
- 螺带混合机
- 梨刀混合机
- SRL-Z系列立式混合机组
- SRL-W系列卧式混合机组
- 自动配混系统。
多种混合机型号可供选择。提供按需定制。服务热线:13962228168



